SW Projects Группа 08 2015 — различия между версиями
(→Богданов Дмитрий) |
(→Пример) |
||
| (не показаны 43 промежуточные версии 11 участников) | |||
| Строка 19: | Строка 19: | ||
|[[Богданов Дмитрий]] | |[[Богданов Дмитрий]] | ||
|[http://grapham.susu.ac.ru/PDF_6/4_13.pdf] Привод пневматический | |[http://grapham.susu.ac.ru/PDF_6/4_13.pdf] Привод пневматический | ||
| − | | | + | |Зачет |
|- | |- | ||
|[[Теницкая Татьяна]] | |[[Теницкая Татьяна]] | ||
|[http://grapham.susu.ac.ru/PDF_6/9_28.pdf] Насос | |[http://grapham.susu.ac.ru/PDF_6/9_28.pdf] Насос | ||
| − | | | + | |Зачет |
| + | |- | ||
| + | |[[Поцелуев Павел]] | ||
| + | |[http://grapham.susu.ac.ru/PDF_6/16_49.pdf] Головка резьбонарезная | ||
| + | |Зачет | ||
| + | |- | ||
| + | |[[Федоренко Максим]] | ||
| + | |[http://grapham.susu.ac.ru/PDF_6/14_43.pdf] Приспособление | ||
| + | |Зачет | ||
|- | |- | ||
|[[Киселев Павел]] | |[[Киселев Павел]] | ||
|[http://grapham.susu.ac.ru/PDF_6/5_16.pdf] Тиски | |[http://grapham.susu.ac.ru/PDF_6/5_16.pdf] Тиски | ||
| − | | | + | |Зачет |
|- | |- | ||
|[[Опочанский Александр]] | |[[Опочанский Александр]] | ||
|[http://grapham.susu.ac.ru/PDF_6/8_25.pdf] Механизм храповой | |[http://grapham.susu.ac.ru/PDF_6/8_25.pdf] Механизм храповой | ||
| − | | | + | |Зачет |
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
|- | |- | ||
|[[Бондарев Сергей]] | |[[Бондарев Сергей]] | ||
|[http://grapham.susu.ac.ru/PDF_6/19_58.pdf] Регулятор давления газа | |[http://grapham.susu.ac.ru/PDF_6/19_58.pdf] Регулятор давления газа | ||
| − | |||
| − | |||
| − | |||
| − | |||
| | | | ||
|- | |- | ||
| Строка 65: | Строка 61: | ||
Файл:06MyftaSP1.PNG| СП (2) | Файл:06MyftaSP1.PNG| СП (2) | ||
Файл:06MyftaSP2.PNG| СБ | Файл:06MyftaSP2.PNG| СБ | ||
| − | Файл:06Myfta01.PNG| | + | Файл:06Myfta01.PNG| Крышка |
| − | Файл:06Myfta02.PNG| | + | Файл:06Myfta02.PNG| Обойма |
| − | Файл:06Myfta03.PNG| | + | Файл:06Myfta03.PNG| Ступица |
| − | Файл:06Myfta04.PNG| | + | Файл:06Myfta04.PNG| Диск |
| − | Файл:06Myfta05.PNG| | + | Файл:06Myfta05.PNG| Диск |
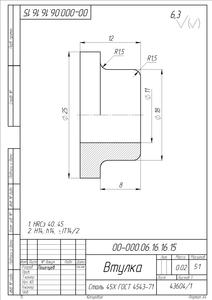
| − | Файл:06Myfta06.PNG| | + | Файл:06Myfta06.PNG| Втулка |
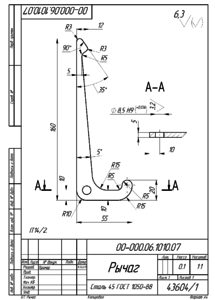
| − | Файл:06Myfta07.PNG| | + | Файл:06Myfta07.PNG| Рычаг |
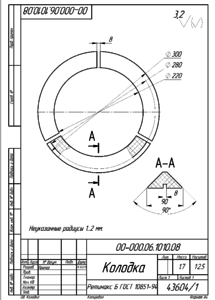
| − | Файл:06Myfta08.PNG| | + | Файл:06Myfta08.PNG| Колодка |
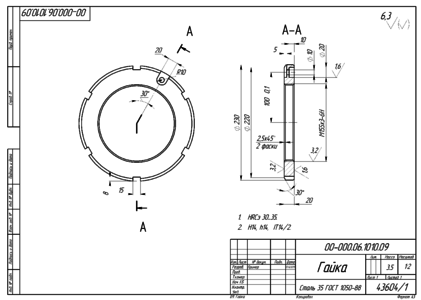
| − | Файл:06Myfta09.PNG| | + | Файл:06Myfta09.PNG| Гайка |
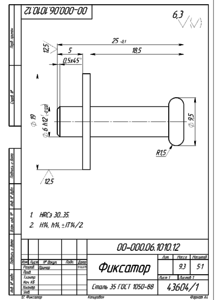
| − | Файл:06Myfta12.PNG| | + | Файл:06Myfta12.PNG| Фиксатор |
| + | |||
| + | |||
| + | |||
| + | |||
| + | |||
| + | |||
| + | |||
| + | |||
| + | |||
</gallery><br/> | </gallery><br/> | ||
<br/> | <br/> | ||
| + | |||
==Проекты Осень 2015== | ==Проекты Осень 2015== | ||
<br/> | <br/> | ||
| Строка 106: | Строка 112: | ||
Файл:Rukoyatka1_2.PNG| ''Рукоятка'' | Файл:Rukoyatka1_2.PNG| ''Рукоятка'' | ||
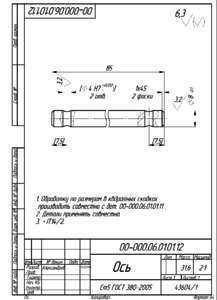
Файл:Os1_2.PNG| ''Ось'' | Файл:Os1_2.PNG| ''Ось'' | ||
| + | </gallery><br/> | ||
| + | |||
| + | ==[[Теницкая Татьяна]]== | ||
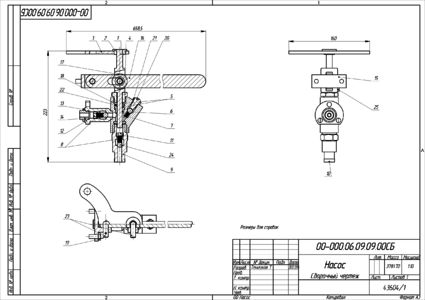
| + | <b><br/>Насос 00-000.06.09.09.00</b><br/> | ||
| + | [[File:NNas.png|справа|370px]] | ||
| + | <blockquote> Насос предназначен для создания рабочего давления в гидросистеме. | ||
| + | В планку ''3'' запрессовывается втулка ''2'', которая служит направляющей для плунжера ''1''. В паз плунжера вставляется рукоятка ''16'' и закрепляется с помощью оси ''23'', втулки ''17'' и шплинта ''25''. В отверстие ''∅11'' рукоятки ''16'' кронштейна ''15'' вставляется ось ''23'' со шплинтом ''25''. На плунжер ''1'' надевают втулку ''4'' и два кольца ''5'', между которыми помещают войлочное кольцо ''22'', и вставляют во втулку ''6'', запрессованную в корпус ''18''. | ||
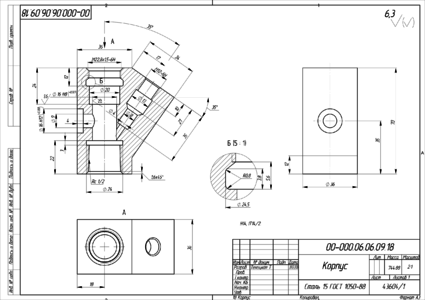
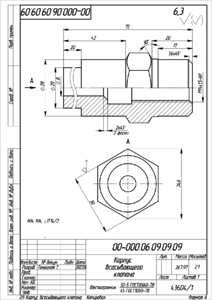
| + | Герметичность плунжера в корпусе обеспечивается сжатием кольца ''22'' при помощи втулки ''4''. На другой конец плунжера надевают втулку ''2'' в сборе с планкой ''3''. Насос имеет три клапана: всасывающий, нагнетательный и для выпуска воздуха системы. Всасывающий клапан в сборе вворачивается в отверстие ''Rc1/2'' корпуса насоса ''18''. Нагнетательный клапан в сборе вставляют в отверстие ''∅16H12'' корпуса насоса, после чего производят сварку кольцевым швом. Для подсоединения насоса к гидросистеме корпус нагнетательного клапана ''12'' имеет фланец с тремя отверстиями ''∅9''. Герметизация соединения осуществляется при помощи направляющего штыря ''14'' и свинцовой прокладки ''13'' . Клапан для выпуска воздуха из системы состоит из шарика ''24'', пружины ''7'', винта ''20'' с гайкой ''21''. Насос крепится к резервуару с жидкостью при помощи планки ''3'' и кронштейна ''15'' болтами ''М12'' и ''М16''. | ||
| + | При движении рукоятки ''16'' вверх, последняя тянет за собой плунжер ''1'', в результате под плунжером создается разрежение, открывается всасывающий клапан и полость под плунжером заполняется жидкостью. После заполнения рукоятка ''16'' идет вниз и под плунжером создается давление. Всасывающий клапан закрывается, а нагнетательный открывается и происходит наполнение гидросистемы. | ||
| + | Все фаски для внутренней метрической резьбы выполнены по ГОСТ 10549-80 и на чертежах деталей не указаны.</blockquote> | ||
| + | <b><br/>Документация:</b><br/> | ||
| + | <gallery mode="packed" heights="200px"> | ||
| + | File:SP1.png| СП (1) | ||
| + | File:SP2.png| СП (2) | ||
| + | File:SBor.png| СБ | ||
| + | File:Korp.png| ''Корпус'' | ||
| + | File:KorpVs.png| ''Корпус всасывающего клапана'' | ||
| + | File:KorpNa.png| ''Корпус нагнетательного клапана'' | ||
| + | File:Vt2.png| ''Втулка'' | ||
| + | File:Filt.png| ''Фильтр'' | ||
| + | File:SHt.png| ''Штырь'' | ||
| + | File:Vt6.png| ''Втулка'' | ||
| + | File:Kolc.png| ''Кольцо'' | ||
| + | File:Prob.png| ''Пробка'' | ||
| + | File:Plun.png| ''Плунжер'' | ||
| + | File:Vt4.png| ''Втулка'' | ||
| + | File:Kron.png| ''Кронштейн'' | ||
| + | File:Ruk.png| ''Рукоятка'' | ||
| + | File:PLan.png| ''Планка'' | ||
| + | File:Vt17.png| ''Втулка'' | ||
| + | |||
| + | |||
</gallery><br/> | </gallery><br/> | ||
| Строка 141: | Строка 179: | ||
==[[Богданов Дмитрий]]== | ==[[Богданов Дмитрий]]== | ||
<b><br/>Привод пневматический 00-000.06.04.04.00</b><br/> | <b><br/>Привод пневматический 00-000.06.04.04.00</b><br/> | ||
| − | [[Файл: | + | [[Файл:APC.png|справа|280px]] |
<blockquote>Привод предназначен для поджатия деталей усилием до 5 т при сборочно-сварочных операциях. | <blockquote>Привод предназначен для поджатия деталей усилием до 5 т при сборочно-сварочных операциях. | ||
| − | В | + | |
| + | В центральное отверстие ⌀50 корпуса ''1'' вставляется шток ''12'' и уплотняется манжетой ''6'' при помощи крышки сальника ''5'' и винтов ''17''. Вилка ''4'' в сборе с осью ''13'', шайбой ''20'' и шплинтом ''22'' вворачивается до упора в отверстие М36 толкателя ''2''. После чего толкатель в сборе вставляется в боковое отверстие ⌀50 корпуса ''1'' и уплотняется промасленным войлочным кольцом ''24''. Рычаг ''3'' длинным концом вставляется в паз опушенного в нижнее положение штока ''12'', а коротким концом в паз толкателя ''2'' и закрепляется в корпусе ''1'' с помощью оси ''14'', шайбы ''21'' и шплинта ''23''. | ||
<br/> | <br/> | ||
| − | + | Поршень ''10'' в сборе с манжетами ''7'', кольцом ''8'', диском нажимным ''11'' и болтами ''15'' надевается на шток ''12'' и зажимается гайкой ''19''. Для предотвращения самоотвинчивания болты ''15'' и гайки ''19'' стопорятся проволокой ''25''. Крышка ''9'' к корпусу ''1'' крепится винтами ''18''. Гермитизация соединения осуществляется картонной прокладкой ''26''. | |
<br/> | <br/> | ||
| − | + | В качестве заглушек технологических отверстий М10x1,25-6H В корпусе 1 и крышке 9 используются винты 16, установленные на сурике. | |
<br/> | <br/> | ||
| − | + | Управление работой пневматического привода осуществляется с помощью распределительного устройства, закрепленного на приливе корпуса ''1'' к двум отверстиям М16. При подаче сжатого воздуха давлением 4 атм в полость под поршнем, последний вместе со штоком движется вверх. Рычаг ''3'' поворачивается вокруг оси ''14'', вследствии чего толкатель ''2'' перемещается вниз. Обратное движение толкателя ''2'' осуществляется путем подачи сжатого воздуха В полость под поршнем. | |
| + | |||
| + | <b><br/>Документация:</b><br/> | ||
| + | |||
| + | <gallery mode="packed" heights="200px"> | ||
| + | Файл:AP1.png| СП (1) | ||
| + | Файл:AP2.png| СП (2) | ||
| + | Файл:AP3.png| СБ | ||
| + | Файл:AP4.png| ''Корпус'' | ||
| + | Файл:AP5.png| ''Толкатель'' | ||
| + | Файл:AP6.png| ''Рычаг'' | ||
| + | Файл:AP7.png| ''Вилка'' | ||
| + | Файл:AP8.png| ''Крышка'' | ||
| + | Файл:AP9.png| ''Манжета ⌀50'' | ||
| + | Файл:AP10.png| ''Манжета ⌀250'' | ||
| + | Файл:AP11.png| ''Кольцо'' | ||
| + | Файл:AP12.png| ''Крышка'' | ||
| + | Файл:AP13.png| ''Поршень'' | ||
| + | Файл:AP14.png| ''Диск'' | ||
| + | Файл:AP15.png| ''Шток'' | ||
| + | Файл:AP16.png| ''Ось'' | ||
| + | |||
| + | </gallery><br/> | ||
| + | |||
| + | ==[[Поцелуев Павел]]== | ||
| + | <b><br/>Головка резьбонарезная 00-000.06.16.16.00</b><br/> | ||
| + | [[Файл:Sw_potseluev_asm2.bmp|центр|600px]] | ||
| + | <blockquote>Головка резьбонарезная предназначена для нарезания внутренней резьбы раздвижными плашками. | ||
| + | |||
| + | В корпусе ''1'' установлен сердечник ''4'', соединенный с крестовиной ''8'' винтами ''19'' и выключатель ''2'' с пружиной ''16'' и осью (штифтом) ''23''. Кольцо направляющее ''6'' надевается на корпус ''1''. Штифт ''25'' вставляется в отверстие ⌀6 кольца и пазы корпуса и сердечника. Со стороны крестовины на корпус надета втулка упорная ''13'' с установленными на ней подшипником (кольцо упорное ''12'', сепаратор ''11'', шарики ''22''), кольцом регулировочным ''14'' и втулкой регулировочной ''10'', скрепленной с кольцом направляющим 6 винтами ''18''. К корпусу ''1'' винтами ''17'' крепится крышка ''9''. Гайка регулировочная ''7'' вместе с кольцом резьбовым ''3'' и стопорным винтом ''20'' надевается на корпус. Штифт ''24'' вставляется в отверстие ⌀6 кольца ''3'', сердечника ''4'' и пазы корпуса ''1''. В отверстие ⌀25 корпуса вставляется втулка упорная ''15'', пружина ''21'', которая поджимается винтом ''5'', ввернутым в сердечник ''4''. | ||
<br/> | <br/> | ||
| − | + | ||
| + | В нерабочем состоянии плашки в фигурных пазах крестовины сдвинуты к оси. В этот момент выключатель ''2'' отсоединен от гайки ''7''. В рабочее положение головка приводится перемещением кольца ''6'' вдоль корпуса в сторону крестовины. Вместе с ним перемещается сердечник ''4'' с крестовиной ''8'' и гайка ''7'' с кольцом ''3'', раздвигая плашки до нужного размера резьбы. Выключатель ''2'' входит в зацепление с гайкой ''7'', препятствуя перемещению сердечника относительно корпуса. На длину обрабатываемой резьбы головка настраивается кольцом ''3'' и гайкой ''7'' так, что в конце обработки втулка ''13'' упирается в торец обрабатываемой детали, смещает кольцо ''6'', которое утапливает выключатель ''2'' и освобождает гайку ''7''. Под действием пружины ''21'' сердечник ''4'' и крестовина ''8'' перемещаются относительно корпуса, сдвигая плашки к оси. | ||
<br/> | <br/> | ||
| − | + | ||
| + | Все фаски для внутренней метрической резьбы выполнены по ГОСТ 10549-80 и на чертежах деталей не указаны. | ||
<br/> | <br/> | ||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
| − | |||
<b><br/>Документация:</b><br/> | <b><br/>Документация:</b><br/> | ||
<gallery mode="packed" heights="200px"> | <gallery mode="packed" heights="200px"> | ||
| − | Файл: | + | Файл:Sw_potseluev_spec1.PDF | СП (1) |
| − | Файл: | + | Файл:Sw_potseluev_spec2.PDF| СП (2) |
| − | Файл: | + | Файл:Sw_potseluev_asm.PDF| СБ |
| − | Файл: | + | Файл:Sw_potseluev_1.PDF| ''Корпус'' |
| − | Файл: | + | Файл:Sw potseluev 2.PDF| ''Выключатель'' |
| − | Файл: | + | Файл:Sw_potseluev_3.PDF| ''Кольцо резьбовое'' |
| − | Файл: | + | Файл:Sw_potseluev_4.PDF| ''Сердечник'' |
| − | Файл: | + | Файл:Sw_potseluev_5.PDF| ''Винт'' |
| − | Файл: | + | Файл:Sw_potseluev_6.PDF| ''Кольцо направляющее'' |
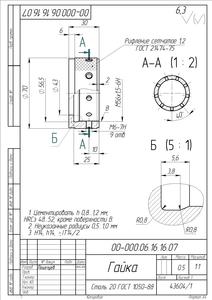
| − | Файл: | + | Файл:Sw_potseluev_7.PDF| ''Гайка'' |
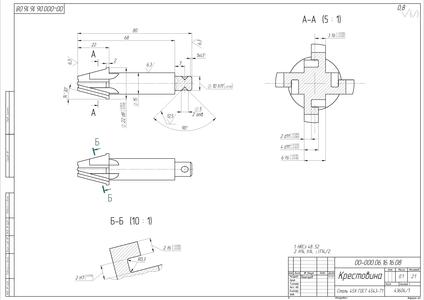
| − | Файл: | + | Файл:Sw_potseluev_8.PDF| ''Крестовина'' |
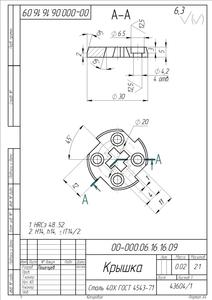
| − | Файл: | + | Файл:Sw_potseluev_9.PDF| ''Крышка'' |
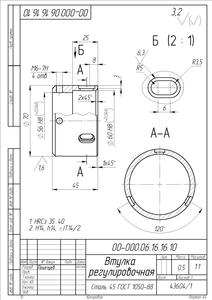
| − | Файл: | + | Файл:Sw_potseluev_10.PDF| ''Втулка регулировочная'' |
| − | Файл: | + | Файл:Sw_potseluev_11.PDF| ''Сепаратор'' |
| − | Файл: | + | Файл:Sw_potseluev_12.PDF| ''Кольцо упорное'' |
| − | Файл: | + | Файл:Sw_potseluev_13.PDF| ''Втулка упорная'' |
| − | Файл: | + | Файл:Sw_potseluev_14.PDF| ''Кольцо регулировочное'' |
| + | Файл:Sw_potseluev_15.PDF| ''Втулка'' | ||
| + | |||
| + | </gallery><br/> | ||
| + | |||
| + | |||
| + | ==[[Федоренко Максим]]== | ||
| + | <b><br/>Приспособление 00-000.06.14.14.00</b><br/> | ||
| + | [[Файл:Sborka1212.PNG|центр|1000px]] | ||
| + | <blockquote>Приспособление служит для последовательного пробивания двух отверстий ⌀3,2 мм в стальной пластинке толщиной 1,5 мм. | ||
| + | Приспособление состоит из плиты ''1'' и двух кронштейнов ''2'',''3'', каждый из которых крепится к плите ''1'' с помощью двух диагонально расположенных болтов ''12'', и фиксируется с помощью двух штифтов ''15''. В кронштейне ''3'' имеется выступ, который служит упором для заготовки. В отверстия ⌀24 кронштейнов ''2'' и ''3'' установлены стаканы ''5'' и втулки ''7'', которые являются направляющими для пуасонов ''6''. | ||
| + | Заготовка устанавливается на матрицы ''4'' до выступа на кронштейне ''3''. Поперечными условиями для заготовки являются штифты ''14'', которые установлены на кронштейнах ''2'' и ''3''. | ||
| + | Движение пуасонов ''6'' обеспечивается последовательным вращением эксцентриком ''10'' вокруг оси (штифта) ''16'' с помощью рукоятки (''8'',''9''). | ||
| + | Возвращение пуасона в исходное положение осуществляется за счет силы сжатия пружины ''11'' и обратного движения эксцентрика ''10''. | ||
| + | Все фаски для внутренней метрической резьбы выполнены по ГОСТ10549-80 и на чертеже деталей не указаны. | ||
| + | |||
| + | <b><br/>Документация:</b><br/> | ||
| + | |||
| + | |||
| + | <gallery mode="packed" heights="200px"> | ||
| + | |||
| + | Файл:1_SP1_mf-1.png | СП (1) | ||
| + | Файл:2_SP2_mf-1.png| СП (2) | ||
| + | Файл:3_SBmax.png| СБ | ||
| + | Файл:4_Plita-1.png| ''Плита'' | ||
| + | Файл:5_Krmax.png| ''Кронштейн правый'' | ||
| + | Файл:6_leftmax.png| ''Кронштейн левый'' | ||
| + | Файл:7_Matritsamax.png| ''Матрица'' | ||
| + | Файл:8_Stakanmax.png| ''Стакан'' | ||
| + | Файл:9_Puansonmax.png| ''Пуасон'' | ||
| + | Файл:9_Rukoyatkamax.png| ''Рукоятка'' | ||
| + | Файл:10_Vtulkamax.png| ''Втулка'' | ||
| + | Файл:11_Ruchka-max.png| ''Ручка'' | ||
| + | Файл:12_Ekstsentrikmax.png| ''Эксцентрик'' | ||
| + | |||
| + | <br /></gallery><br/> | ||
| + | |||
| + | ==[[Киселев Павел]]== | ||
| + | <b><br/>Тиски 00-000.06.05.05.00</b><br/> | ||
| + | [[Файл:Tiski3d.png|справа|370px]] | ||
| + | <blockquote>На угольник ''10'' устанавливается колонка ''1''. Крепление колонки к угольнику осуществляется с помощью болтов ''14'', ''15''. На колонку ''1'' устанавливаются две губки ''2''. В губки вставлены втулки ''4'' и ''12'', через которые проходит винт 3 с правой и левой резьбой. Каждая втулка крепится к губке четырьмя болтами ''13''. К колонке с помощью диагонально расположенных винтов ''16'' и штифта ''28'' крепится фиксатор ''11'', который предотвращает осевое смещение винта ''3''. На губки устанавливают призмы ''5''. Четырьмя винтами ''17'' к губке ''2'' крепится крышка ''6''. <br/> | ||
| + | Регулировка призмы в продольном направлении осуществляется с помощью винтов ''19'', после чего фиксируется винтом 18. На конец винта 3 с помощью штифта 22 крепится штурвал, состоящий из гайки 7, четырех рукояток 8 с шаровыми ручками 9. Рукоятки 8 вставляются в отверстия диагональю 10 гайки 7 и фиксируются штифтами 21. При вращении штурвала по часовой стрелке втулки 4 и 12 передвигаются по винту 3 в противоположном направлении и тянут за собой губки, на которых установлены призмы. Призмы сближаются и зажимают изделие. При вращении против часовой стрелки призмы раздвигаются и освобождают изделие. <br/> | ||
| + | Все маски для внутренней метрической резьбы выполнены по ГОСТ 10549-80 и на чертежах деталей не указаны.</blockquote> | ||
| + | <b><br/>Документация:</b><br/> | ||
| + | <gallery mode="packed" heights="200px"> | ||
| + | Файл:06 05 05 12 vtulka 0467.JPG| Втулка | ||
| + | Файл:06 05 05 11 fiksator 0459.JPG| Фиксатор | ||
| + | Файл:06 05 05 10 ugolnik 0468.JPG| Угольник | ||
| + | Файл:06 05 05 09 ruchka 0461.JPG| Ручка | ||
| + | Файл:06 05 05 08 rukoyadka 0463.JPG| Рукоядка | ||
| + | Файл:06 05 05 07 gayka 0462.JPG| Гайка | ||
| + | Файл:06 05 05 06 krishka 0470.JPG| Крышка | ||
| + | Файл:06 05 05 05 prizma 0469.JPG| Призма | ||
| + | Файл:06 05 05 04 vtulka 0465.JPG| Втулка | ||
| + | Файл:06 05 05 03 vint 0464.JPG| Винт | ||
| + | Файл:06 05 05 02 gubka 0472.JPG| Губка | ||
| + | Файл:06 05 05 01 kolonka 0471.JPG| Колонка | ||
| + | Файл:Tiski.JPG| Тиски (Сборочный чертеж) | ||
| + | </gallery><br/> | ||
| + | |||
| + | ==[[Опочанский Александр]]== | ||
| + | <b><br/>Механизм Храповой 00-000.06.08.08.00</b><br/> | ||
| + | [[Файл:Hrap.JPG|справа|370px]] | ||
| + | <blockquote> | ||
| + | В отверстие ∅15 щек 5,7 запрессовывается втулка 12 так, чтобы буртик ∅130 втулки был со стороны | ||
| + | противоположенной выступу щеки ∅170. От проворота втулки 12 фиксируются винтами 18.<br/> | ||
| + | Палец 6 Вставляется в отверстие ∅40 щеки 7, а палец 9 в отверстие ∅25 так, чтобы головки пальцев 6 и 9 находились со | ||
| + | стороны выступа ∅170 щеки 7. Щека 7 совместно с деталями 6, 9 и 12 насаживается на ∅110 храповика 11. | ||
| + | В отверстие ∅50 проушины 3 запрессовывается втулка 8. Проушина в сборе со втулкой 8 одевается на палец 6. Затем щека левая 5 | ||
| + | вместе с втулкой 12 надевается на храповик 11 и пальцы 6, 9 тек, чтобы буртик ∅130 втулки 12 был обращен в сторону храповика и | ||
| + | завинчивается гайками 19 и 20 с шайбами 23 и 24. Планка 4 крепится к щекам 5, 7 с помощью болтов 17, шайб пружинных 22 и фиксируется штифтами 25.<br/> | ||
| + | Пружину 2 помещают в отверстия ∅12 деталей 1 и 4 так, чтобы собачка была плотно прижата к зубу храповика. | ||
| + | В отверстия М10 х1-6Н щек 5 и 7 ввертываются маслёнки 26. <br/> | ||
| + | Храповой механизм в сборе надевается на вал ∅75 с запресованной в него шпонкой до упора в бурт и крепится к торцувала с помощью шайбы 14бпланки 15 и болтов 16.<br/> | ||
| + | Вал и шпонка на чертежах не показаны. <br/> | ||
| + | Все фаски для внутренней метрической резьбы выполнеы по ГОСТ 10549-80 и на чертежах не указаны. <br/> | ||
| + | </blockquote> | ||
| + | <b><br/>Документация:</b><br/> | ||
| + | <gallery mode="packed" heights="200px"> | ||
| + | Файл:06 08 08 00spec1.JPG| Спецификация 1 | ||
| + | Файл:06 08 08 00spec2.JPG| Спецификация 2 | ||
| + | Файл:06 08 08 00SB.JPG| Механизм храповой (Сборочный чертеж) | ||
| + | Файл:06 08 08 01.JPG| Собачка | ||
| + | Файл:06 08 08 04.JPG| Планка | ||
| + | Файл:06 08 08 12.JPG| Втулка | ||
| + | Файл:06 08 08 03.JPG| Проушина | ||
| + | Файл:06 08 08 06(09).JPG| Палец | ||
| + | Файл:06 08 08 07.JPG| Щека левая | ||
| + | Файл:06 08 08 05.JPG| Щека | ||
| + | Файл:06 08 08 13.JPG| Кольцо | ||
| + | Файл:06 08 08 14.JPG| Шайба | ||
| + | Файл:06 08 08 08(10).JPG| Втулка | ||
| + | Файл:06 08 08 15.JPG| Планка | ||
| + | Файл:06 08 08 11.JPG| Храповик | ||
</gallery><br/> | </gallery><br/> | ||
| Строка 232: | Строка 375: | ||
Пружины: | Пружины: | ||
* [http://standartgost.ru/g/ГОСТ_2.401-68 ГОСТ 2.401-68 Единая система конструкторской документации. Правила выполнения чертежей пружин] <br /> | * [http://standartgost.ru/g/ГОСТ_2.401-68 ГОСТ 2.401-68 Единая система конструкторской документации. Правила выполнения чертежей пружин] <br /> | ||
| + | |||
== Ссылки == | == Ссылки == | ||
[[Деталирование]] | [[Деталирование]] | ||
Текущая версия на 21:52, 21 апреля 2016
Назад на SolidWorks Projects
Содержание
Задания[править]
| Студент | Задание | Зачет |
|---|---|---|
| Александров Сергей | [1] Кондуктор перекидной | Зачет |
| Погодина Валерия | [2] Кондуктор скальчатый | Зачет |
| Богданов Дмитрий | [3] Привод пневматический | Зачет |
| Теницкая Татьяна | [4] Насос | Зачет |
| Поцелуев Павел | [5] Головка резьбонарезная | Зачет |
| Федоренко Максим | [6] Приспособление | Зачет |
| Киселев Павел | [7] Тиски | Зачет |
| Опочанский Александр | [8] Механизм храповой | Зачет |
| Бондарев Сергей | [9] Регулятор давления газа |
Пример[править]
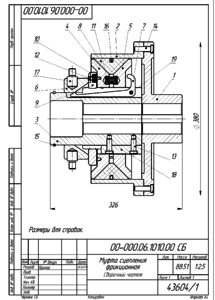
Муфта сцепления фрикционная

Муфта предназначена для передачи крутящего момента, а также для включения и выключения механизма при постоянно работающем двигателе.
В ступицу 3 винтами 15 крепят направляющую шпонку 17 и надевают неподвижный диск 4 до упора в торец заранее навинченной гайки 9. В глухие отверстия ∅ 20 диска устанавливают три пружины 11 и насаживают на ступицу нажимной диск 5. В пазы ступицы шириной 6 мм укладывают рычаги 7 и скрепляют штифтами 18. Секторы колодки 8 укладываются между конусами дисков и стягиваются запорным кольцом 14. Регулируя гайкой 9 положение диска 4, добиваются зазора в 1...2 мм между секторами колодки и обоймой 2. Фиксатор 12, утопленный под действием пружины 10 в одно из отверстий ∅ 6 диска 4, предотвращает случайное свинчивание гайки. На другой конец ступицы насаживают втулку включения 6 с запрессованными опорами 19 и надевают кольцо 13, которое ограничивает поступательное перемещение втулки величиной 40 мм. Крышка 1 крепится винтами 16 к обойме 2, насаживается на вал двигателя и соединяется с ним шпонкой (не показана). Ступица 3 в сборе крепится другой шпонкой (не показана) на приводном валу механизма.
Работа муфты
Включение муфты осуществляется рычагом управления через тяги и поводок (не показаны), соединенный с опорами 19. При этом втулка 6 перемещается по ступице 3, нажимает на рычаги 7 и утапливает их. Рычаги, поворачиваясь, упираются в торец нажимного диска 5 и приближают его к диску 4, сжимая пружины 11. Секторы колодки 8 плотно прижимаются к внутренней поверхности обоймы 2. Вследствие сухого трения секторов колодки о поверхности обоймы и дисков, вращение от вала двигателя передается приводному механизму через диски и ступицу.
При выключении муфты втулка 6 освобождает рычаги 7. Пружины 11 раздвигают диски. Секторы колодки стягиваются кольцом 14 к оси. Между ними и вращающейся обоймой 2 появляется зазор 1...2 мм, поэтому ступица 3 в сборе и приводной вал механизма останавливаются.
Документация:

СП (1)
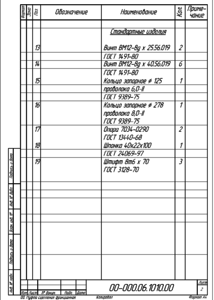
СП (2)
СБ
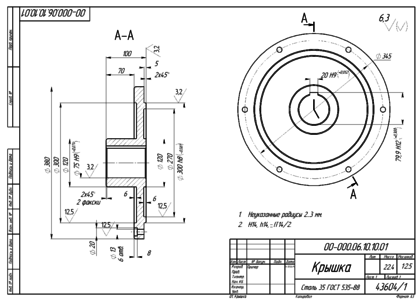
Крышка
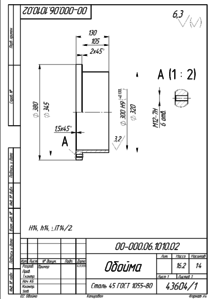
Обойма
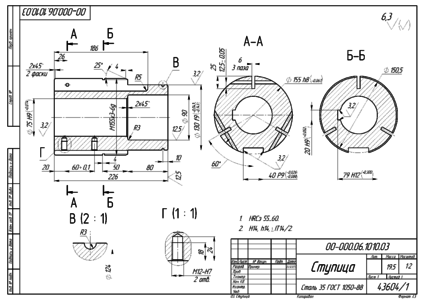
Ступица
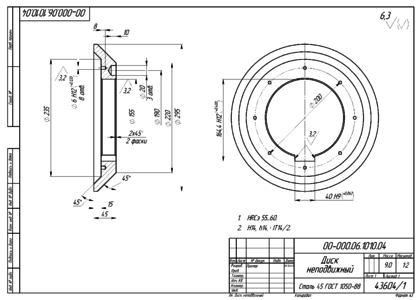
Диск
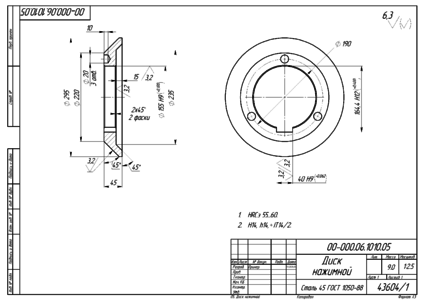
Диск
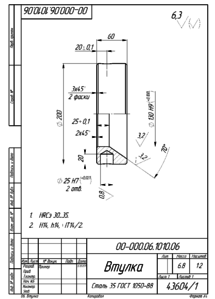
Втулка
Рычаг
Колодка
Гайка
Фиксатор













Проекты Осень 2015[править]
Александров Сергей[править]
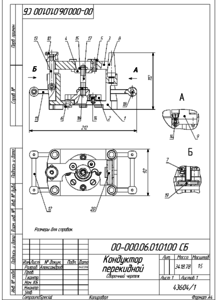
Кондуктор перекидной 00-000.06.01.01.00

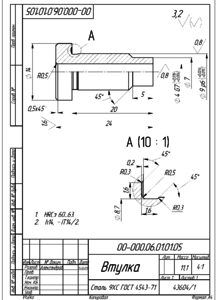
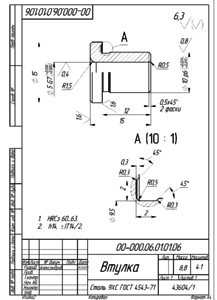
Перекидной кондуктор представляет собой приспособление для сверления отверстий через втулки 5 и 6 в двух противоположных фланцах детали, устанавливаемой на базу 2 и закрепленной быстросъемной шайбой 4 и гайкой 15.
На корпусе 1 винтами 14 укреплена база 2, на фланец которой устанавливается и выступающей частью ∅25 центрируется обрабатываемая деталь. Плита 3 при этом откинута. В базу 2 ввернута шпилька 17 застопоренная низкой гайкой 16. На другой конец шпильки наворачивается гайка 15. С помощью быстросъемной шайбы 4 и гайки 15 обрабатываемую деталь жестко закрепляют в кондукторе, надвинув на верхний торец детали шайбу 4. После установки и закрепления детали кондукторная плита 3 поворачивается вокруг штифта 20 до горизонтального положения. Запрессованные в плиту 3 опоры 7 должны при этом накладываться на такие же опоры в корпусе 1. Откидной болт 13 с гайкой 10, установленный на штифте 19, накладывается на плиту 3.
Для сверления через втулки 6 четырех отверстий ∅5 в противоположном фланце детали необходимо, взяв кондуктор за ручки (11,12,18), перекантовать его вместе с деталью на 180° и поставить на пяты 8. Просверлив отверстия, кондуктор снова поворачивается на 180° в прежнее положение, открепляют и откидывают плиту 3, ослабляют гайку 15, снимают шайбу 4 и вынимают готовую деталь.
С помощью гайки 10 плита 3 закрепляется неподвижно.
Через запрессованные в плиту втулки 5 производят сверление пяти отверстий ∅4 в верхнем фланце детали.
Документация:

СП (1)

СП (2)
СБ
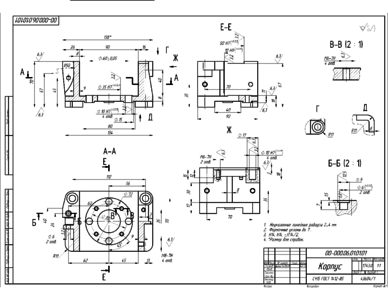
Корпус
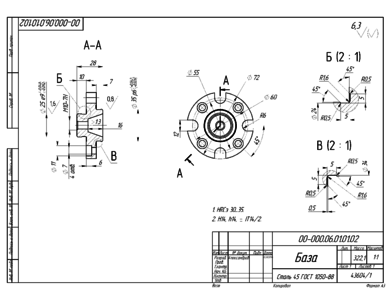
База
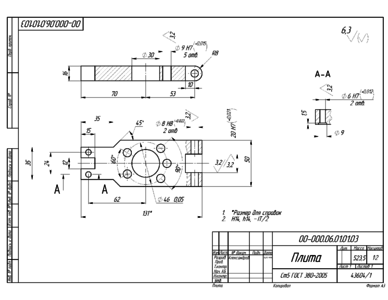
Плита
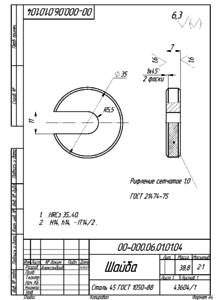
Шайба
Втулка
Втулка
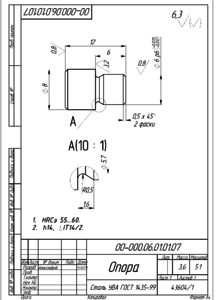
Опора
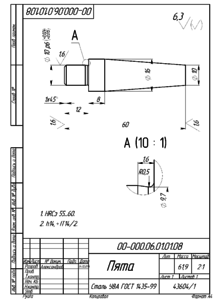
Пята
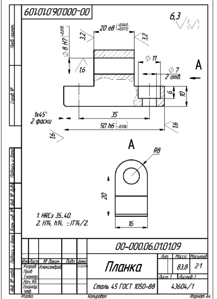
Планка
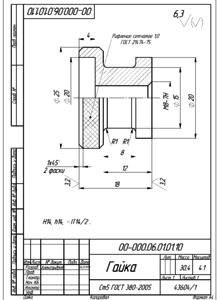
Гайка
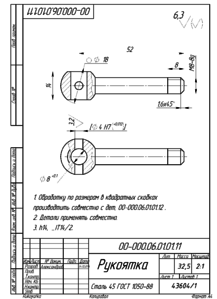
Рукоятка
Ось















Теницкая Татьяна[править]
Насос 00-000.06.09.09.00

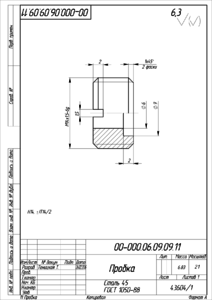
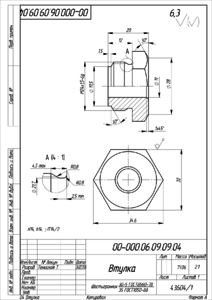
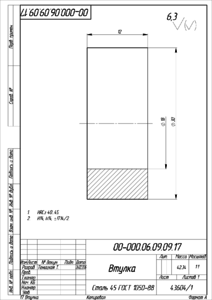
Насос предназначен для создания рабочего давления в гидросистеме.В планку 3 запрессовывается втулка 2, которая служит направляющей для плунжера 1. В паз плунжера вставляется рукоятка 16 и закрепляется с помощью оси 23, втулки 17 и шплинта 25. В отверстие ∅11 рукоятки 16 кронштейна 15 вставляется ось 23 со шплинтом 25. На плунжер 1 надевают втулку 4 и два кольца 5, между которыми помещают войлочное кольцо 22, и вставляют во втулку 6, запрессованную в корпус 18. Герметичность плунжера в корпусе обеспечивается сжатием кольца 22 при помощи втулки 4. На другой конец плунжера надевают втулку 2 в сборе с планкой 3. Насос имеет три клапана: всасывающий, нагнетательный и для выпуска воздуха системы. Всасывающий клапан в сборе вворачивается в отверстие Rc1/2 корпуса насоса 18. Нагнетательный клапан в сборе вставляют в отверстие ∅16H12 корпуса насоса, после чего производят сварку кольцевым швом. Для подсоединения насоса к гидросистеме корпус нагнетательного клапана 12 имеет фланец с тремя отверстиями ∅9. Герметизация соединения осуществляется при помощи направляющего штыря 14 и свинцовой прокладки 13 . Клапан для выпуска воздуха из системы состоит из шарика 24, пружины 7, винта 20 с гайкой 21. Насос крепится к резервуару с жидкостью при помощи планки 3 и кронштейна 15 болтами М12 и М16. При движении рукоятки 16 вверх, последняя тянет за собой плунжер 1, в результате под плунжером создается разрежение, открывается всасывающий клапан и полость под плунжером заполняется жидкостью. После заполнения рукоятка 16 идет вниз и под плунжером создается давление. Всасывающий клапан закрывается, а нагнетательный открывается и происходит наполнение гидросистемы.
Все фаски для внутренней метрической резьбы выполнены по ГОСТ 10549-80 и на чертежах деталей не указаны.
Документация:

СП (1)

СП (2)
СБ
Корпус
Корпус всасывающего клапана
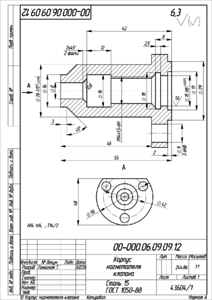
Корпус нагнетательного клапана
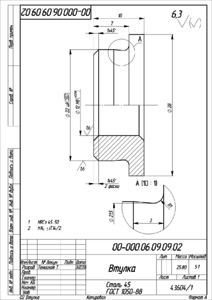
Втулка
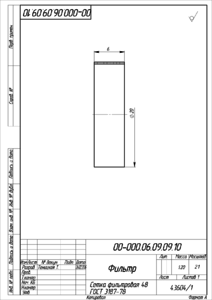
Фильтр
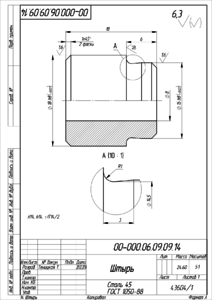
Штырь
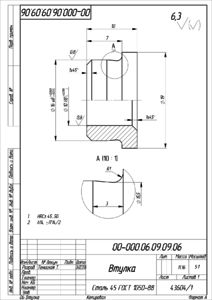
Втулка
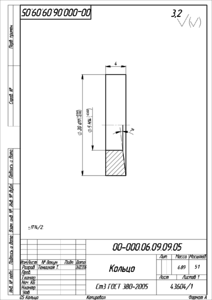
Кольцо
Пробка
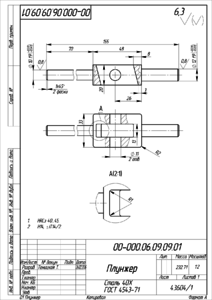
Плунжер
Втулка
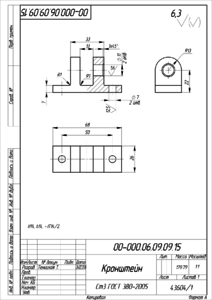
Кронштейн
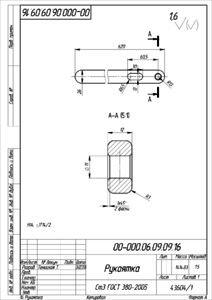
Рукоятка
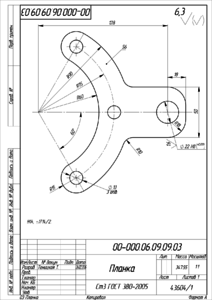
Планка
Втулка


















Погодина Валерия[править]
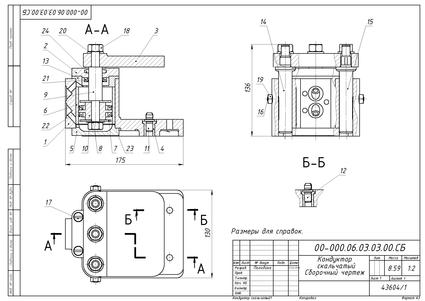
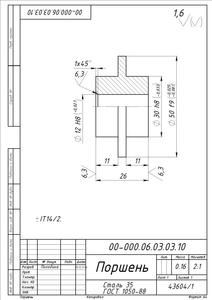
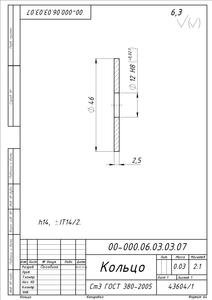
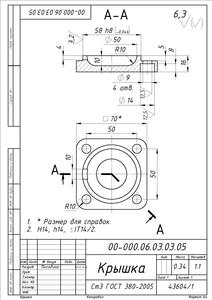
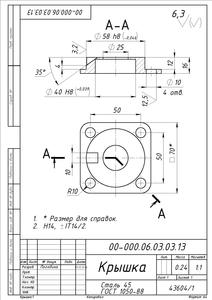
Кондуктор скальчатый 00-000.06.03.03.00

Кондуктор скальчатый предназначен для сверления отверстий в деталях на вертикальных и горизонтальных сверлильных стенках.
На шток 9 надевается поршень 10 с предварительно установленными в него манжетами 22 и кольцами 7. Поршень крепится на штоке гайкой 19 и стопорной шайбой 8, которая своим выступом входит в паз штока, а отогнутый край ее предотвращает отвинчивание гайки 19. В корпус 1 вставляется гильза 6 вместе со штоком 9 и поршнем 10. Гильза 6 закрывается прокладками 16 и крышками 2, 5, 13, прикрепленными к корпусу 1 винтами 17. В крышку 13 вставляется манжета 21, а в крышку 2 - сальник 23, в отверстия ∅20 корпуса 1 перемещаются скалки 14 и 15. Винты (не показаны) с контргайками (не показаны), входящие в пазы скалок, ограничивают их ход. Сверху на скалки 14 и 15 и шток 9 надевается кондукторная плита 3, которая крепится гайками 19 и шайбами 20. В отверстия 16 корпуса 1 вставляются втулки 4, пальцы 11 и 12. Они предназначены для установки базовой поверхности, служащей опорой для обрабатываемой детали.
Работа кондуктора
Сжатый воздух из сети через распределительный кран подается в отверстия 1 или 2 корпуса 1. Кран регулирует давление и направление подачи воздуха. Три отверстия М8 в корпусе 1 предназначены для крепления крана. Когда поршень 10 находится в верхнем положении, то кондукторная плита 3 вместе со скалками 14 и 15 поднимается и на базовую поверхность устанавливается обрабатываемая деталь. При нижнем положении кондукторная плита 3 опускается и прижимает к базовой поверхности обрабатываемую деталь. Через втулки, расположенные в кондукторной плите, происходит сверление отверстий в детали.
Документация:

CП (1)

CП (2)
CБ
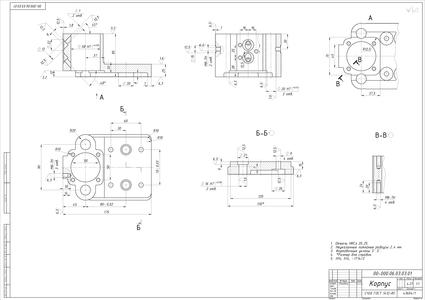
Корпус
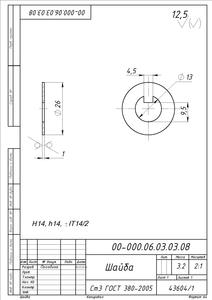
Шайба
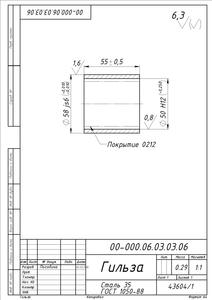
Гильза
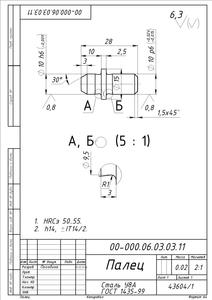
Палец
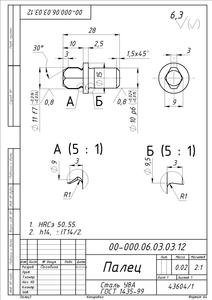
Палец
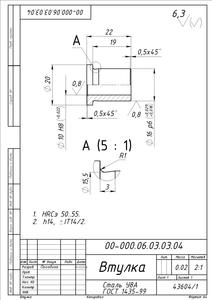
Втулка
Плита
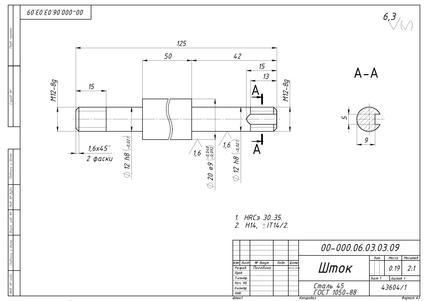
Шток
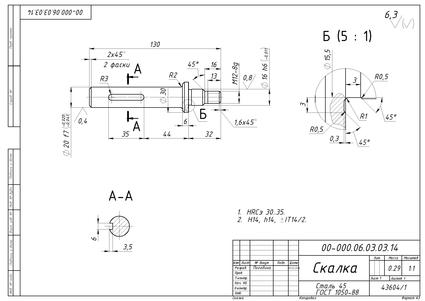
Скалка
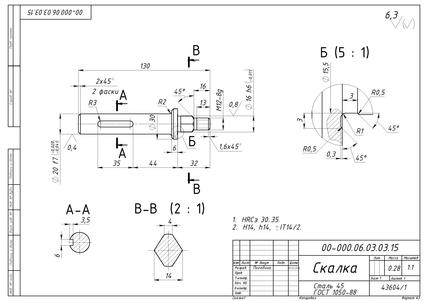
Скалка
Поршень
Кольцо
Крышка
Крышка
Крышка
Богданов Дмитрий[править]
Привод пневматический 00-000.06.04.04.00

Привод предназначен для поджатия деталей усилием до 5 т при сборочно-сварочных операциях.В центральное отверстие ⌀50 корпуса 1 вставляется шток 12 и уплотняется манжетой 6 при помощи крышки сальника 5 и винтов 17. Вилка 4 в сборе с осью 13, шайбой 20 и шплинтом 22 вворачивается до упора в отверстие М36 толкателя 2. После чего толкатель в сборе вставляется в боковое отверстие ⌀50 корпуса 1 и уплотняется промасленным войлочным кольцом 24. Рычаг 3 длинным концом вставляется в паз опушенного в нижнее положение штока 12, а коротким концом в паз толкателя 2 и закрепляется в корпусе 1 с помощью оси 14, шайбы 21 и шплинта 23.
Поршень 10 в сборе с манжетами 7, кольцом 8, диском нажимным 11 и болтами 15 надевается на шток 12 и зажимается гайкой 19. Для предотвращения самоотвинчивания болты 15 и гайки 19 стопорятся проволокой 25. Крышка 9 к корпусу 1 крепится винтами 18. Гермитизация соединения осуществляется картонной прокладкой 26.
В качестве заглушек технологических отверстий М10x1,25-6H В корпусе 1 и крышке 9 используются винты 16, установленные на сурике.
Управление работой пневматического привода осуществляется с помощью распределительного устройства, закрепленного на приливе корпуса 1 к двум отверстиям М16. При подаче сжатого воздуха давлением 4 атм в полость под поршнем, последний вместе со штоком движется вверх. Рычаг 3 поворачивается вокруг оси 14, вследствии чего толкатель 2 перемещается вниз. Обратное движение толкателя 2 осуществляется путем подачи сжатого воздуха В полость под поршнем.
Документация:
СП (1)
СП (2)
СБ
Корпус
Толкатель
Рычаг
Вилка
Крышка
Манжета ⌀50
Манжета ⌀250
Кольцо
Крышка
Поршень
Диск
Шток
Ось
Поцелуев Павел[править]
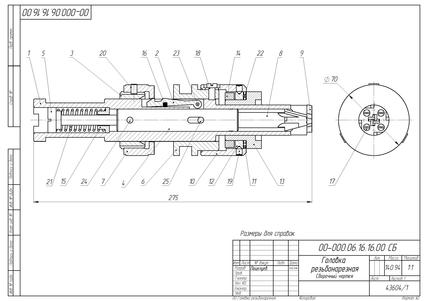
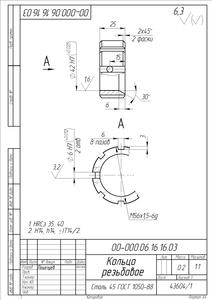
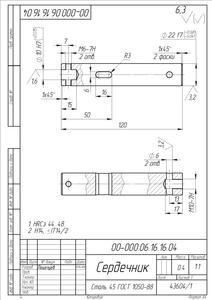
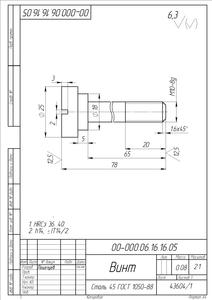
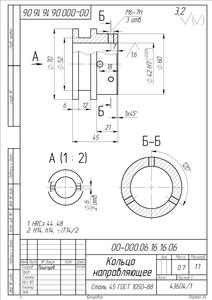
Головка резьбонарезная 00-000.06.16.16.00
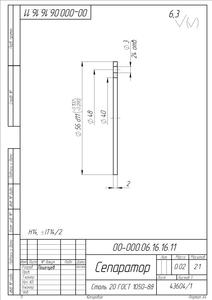
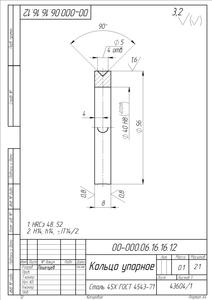
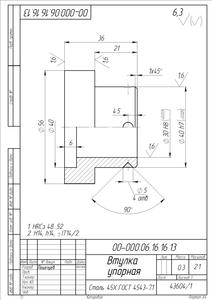
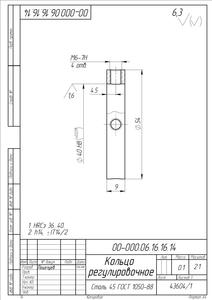
Головка резьбонарезная предназначена для нарезания внутренней резьбы раздвижными плашками.В корпусе 1 установлен сердечник 4, соединенный с крестовиной 8 винтами 19 и выключатель 2 с пружиной 16 и осью (штифтом) 23. Кольцо направляющее 6 надевается на корпус 1. Штифт 25 вставляется в отверстие ⌀6 кольца и пазы корпуса и сердечника. Со стороны крестовины на корпус надета втулка упорная 13 с установленными на ней подшипником (кольцо упорное 12, сепаратор 11, шарики 22), кольцом регулировочным 14 и втулкой регулировочной 10, скрепленной с кольцом направляющим 6 винтами 18. К корпусу 1 винтами 17 крепится крышка 9. Гайка регулировочная 7 вместе с кольцом резьбовым 3 и стопорным винтом 20 надевается на корпус. Штифт 24 вставляется в отверстие ⌀6 кольца 3, сердечника 4 и пазы корпуса 1. В отверстие ⌀25 корпуса вставляется втулка упорная 15, пружина 21, которая поджимается винтом 5, ввернутым в сердечник 4.
В нерабочем состоянии плашки в фигурных пазах крестовины сдвинуты к оси. В этот момент выключатель 2 отсоединен от гайки 7. В рабочее положение головка приводится перемещением кольца 6 вдоль корпуса в сторону крестовины. Вместе с ним перемещается сердечник 4 с крестовиной 8 и гайка 7 с кольцом 3, раздвигая плашки до нужного размера резьбы. Выключатель 2 входит в зацепление с гайкой 7, препятствуя перемещению сердечника относительно корпуса. На длину обрабатываемой резьбы головка настраивается кольцом 3 и гайкой 7 так, что в конце обработки втулка 13 упирается в торец обрабатываемой детали, смещает кольцо 6, которое утапливает выключатель 2 и освобождает гайку 7. Под действием пружины 21 сердечник 4 и крестовина 8 перемещаются относительно корпуса, сдвигая плашки к оси.
Все фаски для внутренней метрической резьбы выполнены по ГОСТ 10549-80 и на чертежах деталей не указаны.
Документация:
СП (1)
СП (2)
СБ
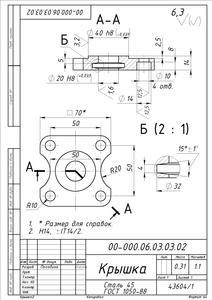
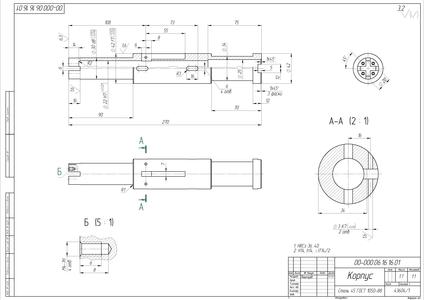
Корпус
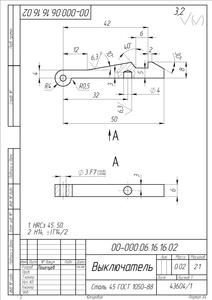
Выключатель
Кольцо резьбовое
Сердечник
Винт
Кольцо направляющее
Гайка
Крестовина
Крышка
Втулка регулировочная
Сепаратор
Кольцо упорное
Втулка упорная
Кольцо регулировочное
Втулка
Федоренко Максим[править]
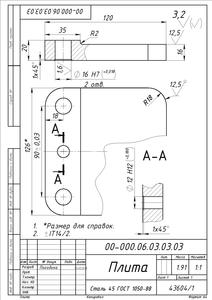
Приспособление 00-000.06.14.14.00
Приспособление служит для последовательного пробивания двух отверстий ⌀3,2 мм в стальной пластинке толщиной 1,5 мм.Приспособление состоит из плиты 1 и двух кронштейнов 2,3, каждый из которых крепится к плите 1 с помощью двух диагонально расположенных болтов 12, и фиксируется с помощью двух штифтов 15. В кронштейне 3 имеется выступ, который служит упором для заготовки. В отверстия ⌀24 кронштейнов 2 и 3 установлены стаканы 5 и втулки 7, которые являются направляющими для пуасонов 6. Заготовка устанавливается на матрицы 4 до выступа на кронштейне 3. Поперечными условиями для заготовки являются штифты 14, которые установлены на кронштейнах 2 и 3. Движение пуасонов 6 обеспечивается последовательным вращением эксцентриком 10 вокруг оси (штифта) 16 с помощью рукоятки (8,9). Возвращение пуасона в исходное положение осуществляется за счет силы сжатия пружины 11 и обратного движения эксцентрика 10. Все фаски для внутренней метрической резьбы выполнены по ГОСТ10549-80 и на чертеже деталей не указаны.
Документация:
СП (1)
СП (2)
СБ
Плита
Кронштейн правый
Кронштейн левый
Матрица
Стакан
Пуасон
Рукоятка
Втулка
Ручка
Эксцентрик
Киселев Павел[править]
Тиски 00-000.06.05.05.00
На угольник 10 устанавливается колонка 1. Крепление колонки к угольнику осуществляется с помощью болтов 14, 15. На колонку 1 устанавливаются две губки 2. В губки вставлены втулки 4 и 12, через которые проходит винт 3 с правой и левой резьбой. Каждая втулка крепится к губке четырьмя болтами 13. К колонке с помощью диагонально расположенных винтов 16 и штифта 28 крепится фиксатор 11, который предотвращает осевое смещение винта 3. На губки устанавливают призмы 5. Четырьмя винтами 17 к губке 2 крепится крышка 6.
Регулировка призмы в продольном направлении осуществляется с помощью винтов 19, после чего фиксируется винтом 18. На конец винта 3 с помощью штифта 22 крепится штурвал, состоящий из гайки 7, четырех рукояток 8 с шаровыми ручками 9. Рукоятки 8 вставляются в отверстия диагональю 10 гайки 7 и фиксируются штифтами 21. При вращении штурвала по часовой стрелке втулки 4 и 12 передвигаются по винту 3 в противоположном направлении и тянут за собой губки, на которых установлены призмы. Призмы сближаются и зажимают изделие. При вращении против часовой стрелки призмы раздвигаются и освобождают изделие.
Все маски для внутренней метрической резьбы выполнены по ГОСТ 10549-80 и на чертежах деталей не указаны.
Документация:
Втулка
Фиксатор
Угольник
Ручка
Рукоядка
Гайка
Крышка
Призма
Втулка
Винт
Губка
Колонка
Тиски (Сборочный чертеж)
Опочанский Александр[править]
Механизм Храповой 00-000.06.08.08.00
В отверстие ∅15 щек 5,7 запрессовывается втулка 12 так, чтобы буртик ∅130 втулки был со стороны противоположенной выступу щеки ∅170. От проворота втулки 12 фиксируются винтами 18.
Палец 6 Вставляется в отверстие ∅40 щеки 7, а палец 9 в отверстие ∅25 так, чтобы головки пальцев 6 и 9 находились со стороны выступа ∅170 щеки 7. Щека 7 совместно с деталями 6, 9 и 12 насаживается на ∅110 храповика 11. В отверстие ∅50 проушины 3 запрессовывается втулка 8. Проушина в сборе со втулкой 8 одевается на палец 6. Затем щека левая 5 вместе с втулкой 12 надевается на храповик 11 и пальцы 6, 9 тек, чтобы буртик ∅130 втулки 12 был обращен в сторону храповика и завинчивается гайками 19 и 20 с шайбами 23 и 24. Планка 4 крепится к щекам 5, 7 с помощью болтов 17, шайб пружинных 22 и фиксируется штифтами 25.
Пружину 2 помещают в отверстия ∅12 деталей 1 и 4 так, чтобы собачка была плотно прижата к зубу храповика. В отверстия М10 х1-6Н щек 5 и 7 ввертываются маслёнки 26.
Храповой механизм в сборе надевается на вал ∅75 с запресованной в него шпонкой до упора в бурт и крепится к торцувала с помощью шайбы 14бпланки 15 и болтов 16.
Вал и шпонка на чертежах не показаны.
Все фаски для внутренней метрической резьбы выполнеы по ГОСТ 10549-80 и на чертежах не указаны.
Документация:
Спецификация 1
Спецификация 2
Механизм храповой (Сборочный чертеж)
Собачка
Планка
Втулка
Проушина
Палец
Щека левая
Щека
Кольцо
Шайба
Втулка
Планка
Храповик
Литература[править]
Общие правила выполнения чертежей
ГОСТ 2.301-68 ЕСКД. Форматы
ГОСТ 2.302-68 ЕСКД. Масштабы
ГОСТ 2.303-68 ЕСКД. Линии
ГОСТ 2.304-81 ЕСКД. Шрифты чертежные
ГОСТ 2.305-68 ЕСКД. Изображения — виды, разрезы, сечения
ГОСТ 2.306-68 ЕСКД. Обозначения графических материалов и правила их нанесения на чертежах
ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений
ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков формы и расположения поверхностей
ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей
ГОСТ 2.310-68 ЕСКД. Нанесение на чертежах обозначений покрытий, термической и других видов обработки
ГОСТ 2.311-68 ЕСКД. Изображение резьбы
ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.313-82 ЕСКД. Условные изображения и обозначения неразъемных соединений
ГОСТ 2.314-68 ЕСКД. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 2.315-68 ЕСКД. Изображения упрощенные и условные крепежных деталей
ГОСТ 2.316-68 ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц
ГОСТ 2.317-69 ЕСКД. Аксонометрические проекции
ГОСТ 2.318-81 ЕСКД. Правила упрощенного нанесения размеров отверстий
ГОСТ 2.320-82 ЕСКД. Правила нанесения размеров, допусков и посадок конусов
ГОСТ 2.321-84 ЕСКД. Обозначения буквенные
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 1491-80 Винты. Конструкции и размеры
ГОСТ 23360-78 Соединения шпоночные с призматическими шпонками
- ГОСТ 2.309-73 Обозначения шероховатости поверхностей
- ГОСТ 25142-82 Шероховатость поверхности. Термины и определения
- ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
Пружины:
Ссылки[править]
Деталирование























































.JPG)




.JPG)

